我们的《南京》【本地】螺旋管镀锌扁钢一站式采购商视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:《南京》【本地】螺旋管镀锌扁钢一站式采购商的图文介绍


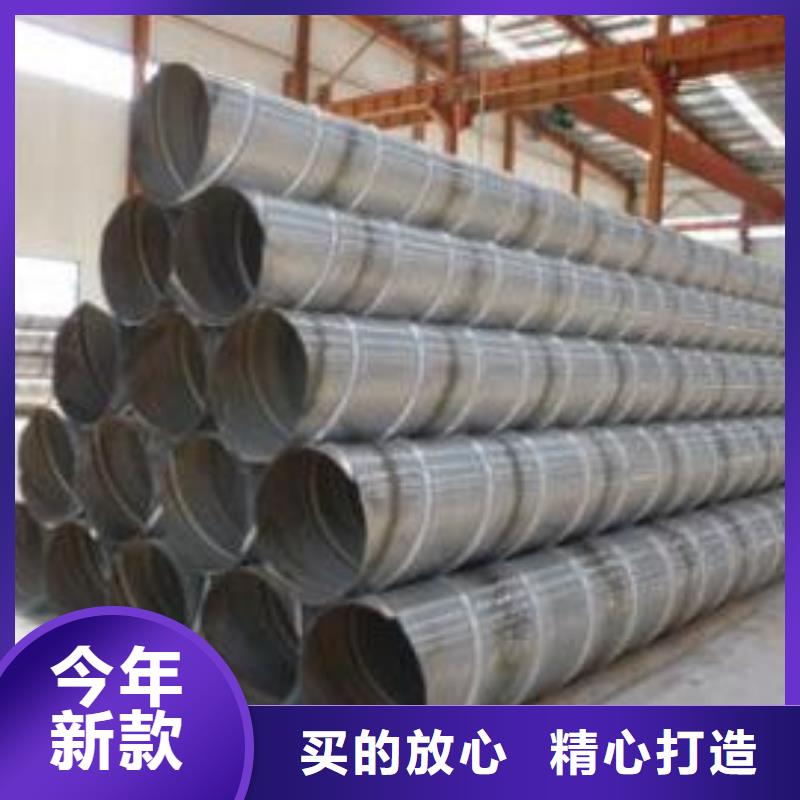
螺旋管在制作螺旋焊管过程中,需注意以下几个问题:
涂油打标:在检查合格的螺旋钢管进行涂油操作以防腐蚀,并根据客户的要求进行打标。 矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、南京当地板边平行度和坡口形状。剪切成型:将钢 板沿外沿螺旋卷曲成管状。对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。目视检查:由专业技术人员对一些基本的参数进行检查。



诚信商家不会出售劣质产品,主营产品 冷拉扁钢、。公司可接大批量订单直接让利给消费者。品质保障:做工材质均选用优良材料,每道工序都严格准确把控。工艺精良:产品都是厂家生产严格按照标准执行,直供货源物,物美价廉。贴心服务生产、加工、销售、售后一条龙服务,严苛质检和效果测试,确保使用无忧。


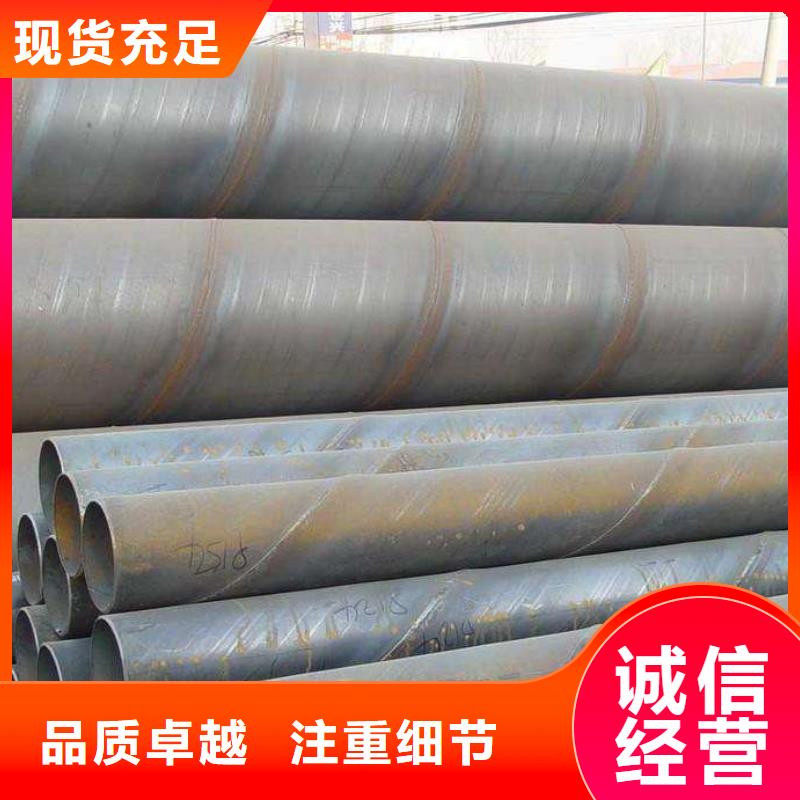
在将管坯的两个边缘加热到焊接温度之后,在压辊的挤压下,形成普通的金属颗粒,使其渗透并结晶,从而后面形成牢固的焊缝。 如果螺旋管的按压力过小,则共晶数变少,焊接金属的强度降低,施加该力后会产生裂纹。 如果按压力太大,熔融金属会从焊缝中挤出。 不仅降低了焊接强度,而且产生了大量的内部和外部毛刺,甚至引起诸如焊缝的缺陷。
使用螺旋钢管的质量要求:立管的垂直安装每米应小于3毫米,水平安装应小于1毫米。支管不得在焊缝处焊接,应避免在弯头处焊缝。焊缝要求平直,焊缝饱满,并且焊缝表面没有烧伤或开裂。



螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。




 扫一扫
扫一扫